

消息
搜索你想要的
采用环形光斑技术,最大程度减少裂纹、气孔等缺陷,达到国标(GB/T 22085)B级标准,所得焊缝耐压性良好,疲劳耐久度良好。
焊接效率高,设备能耗小,环保;
更高的焊接线能量且焊接热影响区小,焊缝外观平整美观;
自动化控制,非接触式加工,高稳定性。


信合激光 -- 环形光斑技术:
采用环形光斑的方式焊接,配比环形和中心激光的配比实现温度梯度的控制,减少裂纹。同时由于环形光斑带来的类似搅拌作用
可以帮助气体的排除,减少焊接气孔。




信合激光——焊接工艺优势
|
焊接工艺优势一: 1、可以实现铝合金自熔或填丝焊,零飞溅或低飞溅 2、焊接速度1-3m/min,是搅拌摩擦焊的5-10倍速度 3、变形小,焊接完成后无需整形或微整形 4、表面抛洗量远低于搅拌摩擦焊,仅需抛洗 0.2mm左右 5、工装夹具简单,成本低、通用性强 6、低飞溅,不会对水嘴和流道污染(无需水嘴保护)
|
 |
|
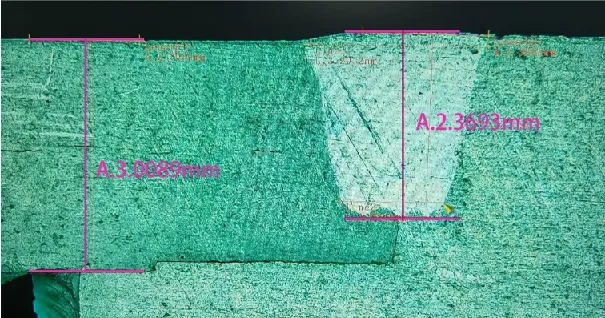
焊接工艺优势二: 1、焊缝金相显示无气孔、无裂纹 2、焊接接头强度高 3、熔池形状稳定,呈现U型,抗气密压力、抗疲劳 4、设备轻巧占地面积小 |
 |
高精度:激光焊接能够实现高精度的焊接,通过控制激光束的焦点位置和功率,可以精确地控制焊接深度和宽度。
无接触:激光焊接是一种非接触式焊接技术,激光束不需要直接接触
工件表面就能完成焊接过程,减少对工件的变形风险。
速度快:激光焊接具有快速的焊接速度。激光束的高能量密度可以快速加热和冷却金属材料,从而缩短了焊接周期。
这对于大规模生产和高效率生产线非常重要,可以提高生产效率和降低成本。
热影响区小:激光焊接的热影响区相比其他传统焊接方法更小。由于激光束的高能量密度和焊接速度快,激光焊接
能够最大限度地减少热量在焊接区域周围的扩散,从而减小热影响区的大小。这有助于保持工件的原始
性能和材料特性。
采用环形光斑技术,最大程度减少裂纹、气孔等缺陷,达到国标(GB/T 22085)B级标准,所得焊缝耐压性良好,疲劳耐久度良好。
焊接效率高,设备能耗小,环保;
更高的焊接线能量且焊接热影响区小,焊缝外观平整美观;
自动化控制,非接触式加工,高稳定性。
信合激光 -- 环形光斑技术:
采用环形光斑的方式焊接,配比环形和中心激光的配比实现温度梯度的控制,减少裂纹。同时由于环形光斑带来的类似搅拌作用
可以帮助气体的排除,减少焊接气孔。
信合激光——焊接工艺优势
|
焊接工艺优势一: 1、可以实现铝合金自熔或填丝焊,零飞溅或低飞溅 2、焊接速度1-3m/min,是搅拌摩擦焊的5-10倍速度 3、变形小,焊接完成后无需整形或微整形 4、表面抛洗量远低于搅拌摩擦焊,仅需抛洗 0.2mm左右 5、工装夹具简单,成本低、通用性强 6、低飞溅,不会对水嘴和流道污染(无需水嘴保护)
|
|
|
焊接工艺优势二: 1、焊缝金相显示无气孔、无裂纹 2、焊接接头强度高 3、熔池形状稳定,呈现U型,抗气密压力、抗疲劳 4、设备轻巧占地面积小 |
|
高精度:激光焊接能够实现高精度的焊接,通过控制激光束的焦点位置和功率,可以精确地控制焊接深度和宽度。
无接触:激光焊接是一种非接触式焊接技术,激光束不需要直接接触
工件表面就能完成焊接过程,减少对工件的变形风险。
速度快:激光焊接具有快速的焊接速度。激光束的高能量密度可以快速加热和冷却金属材料,从而缩短了焊接周期。
这对于大规模生产和高效率生产线非常重要,可以提高生产效率和降低成本。
热影响区小:激光焊接的热影响区相比其他传统焊接方法更小。由于激光束的高能量密度和焊接速度快,激光焊接
能够最大限度地减少热量在焊接区域周围的扩散,从而减小热影响区的大小。这有助于保持工件的原始
性能和材料特性。